Guide i att välja hydrualiktätningar och pneumatiktätningar
Vad behöver du tänka på vid val av hydrualiktätning och pneumatiktätning? Det kan kanske kännas svårt men vi försöker att besvara de absolut tre viktigaste frågorna här för att göra ditt val lite enklare.
Det du ska tänka på är följande:
- Bestäm val av en för applikationen lämplig tätningstyp. Beakta dimension efter behov.
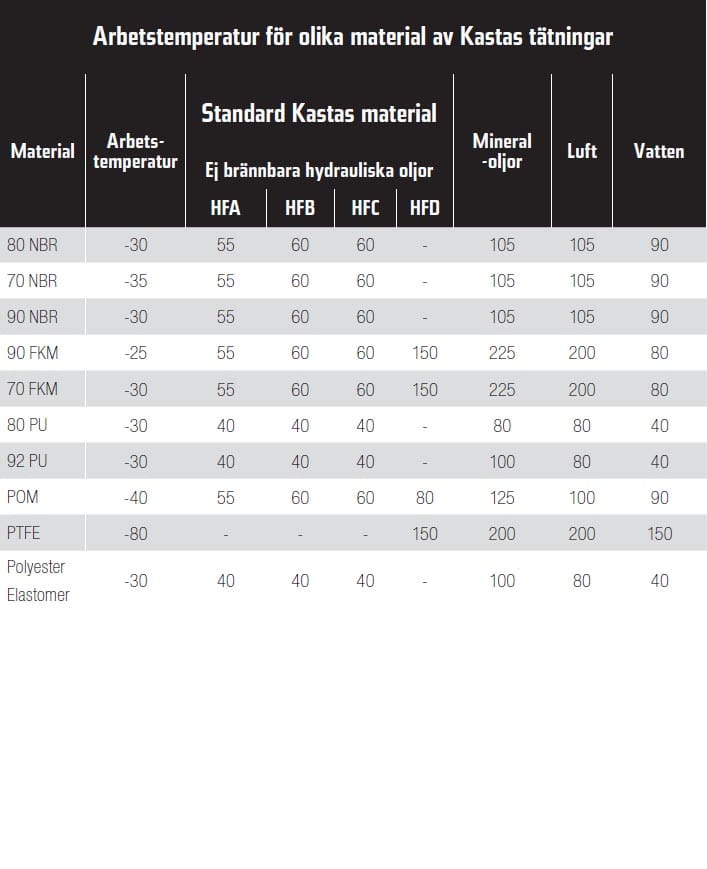
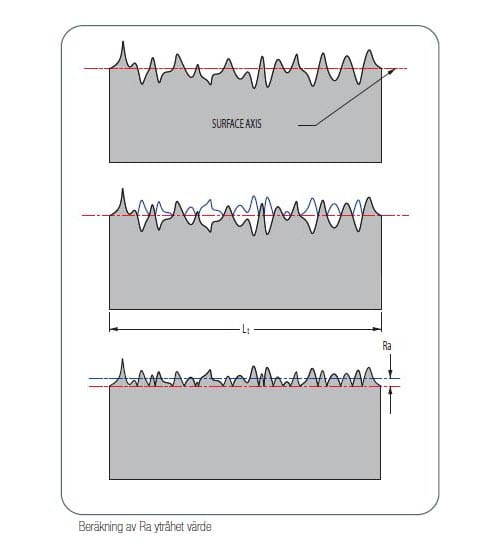
- Följ de rekommendationer som gäller toleranser, ytfinhet, radier, tryck, temperatur, media och hastighet.
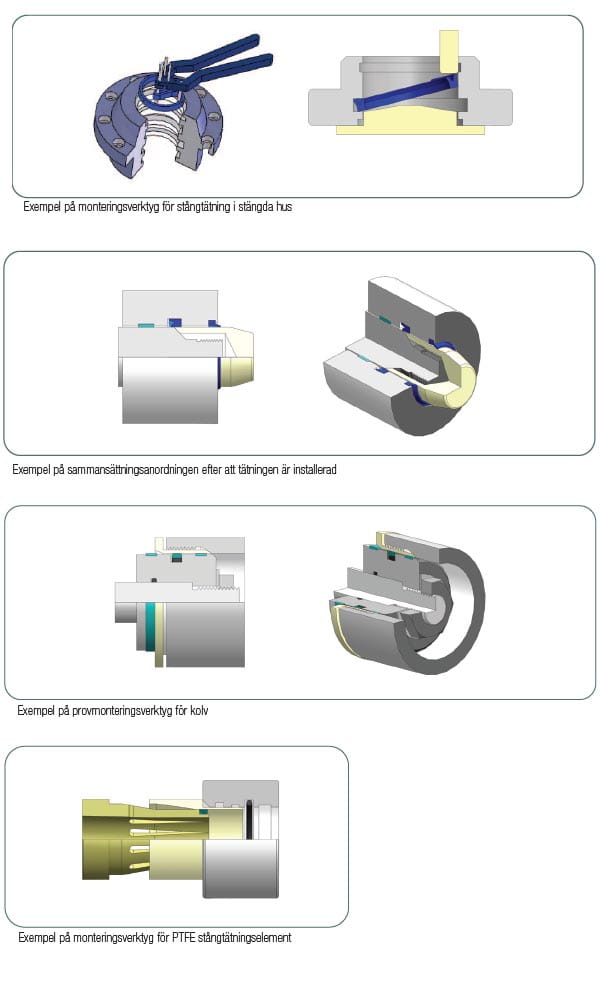
- Tänk igenom hur tätningen kommer att monteras, tillse att det är möjligt och att man inte riskerar att skada tätningen.
Kunskap