Vi stänger kl 15:00 torsdagar under våren. Annars finns vi tillgängliga för er precis som vanligt. Läs gärna mer HÄR om varför med anledning av vår nya friskvårdssatsning.
COB
Bussning med fläns som kräver smörjning men tack vare de genomgående hålen som avger smörjmedel under drift erhåller man låg friktion och en hög produktionseffektivitet. Flänsad bussning väljer du för att undvika friktion och värme. De genomgående hålen medger långa smörjintervaller. Används bl a i applikationer som entreprenad- skogs- och jordbruksmaskiner.
Teknisk data | |
Sträckgräns | 260 N/mm2 |
Brottgräns | 460 N/mm2 |
Hårdhet | 90-120 HB |
Friktionskoefficient | 0,05-0,2µ |
Max glidhastighet | 2 m/s |
Arbetstemperatur | -100 °C / +180 °C |
Max PV-värde | 2,8 N/mm² x m/s |
p/v-värdet
Beräknas genom produkten av det specifika lagertrycket och glidhastigheten.
Lastupptagningsförmågan för ett glidlager minskar exponentiellt i takt med ökad glidhastighet.
Se diagram nedan
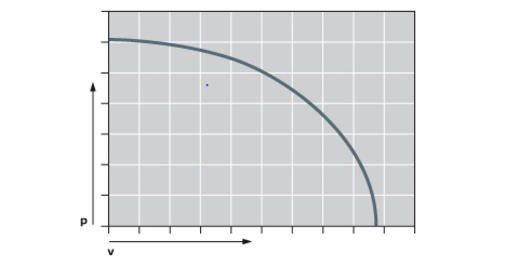
P=Lasten i N/mm²
V=Glidhastighet i m/s
Beräkning av lasten i N/mm2:
Belastning i mm2 = Last i N
d x L
Jämför sedan med maxvärdet per glidlagertyp.
HANDHAVANDE
Detta avsnitt syftar till att kort redogöra för moment som kan uppstå i samband med hantering och montering av glidlager.
Montering och säteskonstruktion
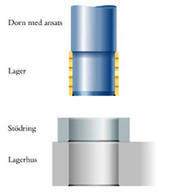
de flesta fall monteras våra rullade glidlager med en presspassning enligt samma princip som andra rekommenderas att använda en stödring till hjälp. I vissa applikationer där svarvade lager används kan dessa monteras genom krympning. Denna metod reducerar riskerna att skada lager och säte vid i npressning. Fryst koldioxid (CO2) packas runt lagret och kyler ner det i ca 2 timmar. Därefter skall lagret omgående monteras. Då skall lagret kunna pressas i sitt säte utan större kraft.
|
|
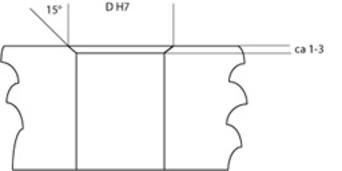
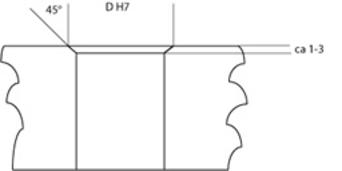
Normalt bör montering ske med montagedorn och bricka enligt skiss. Sätena utformas med 15 ˚ äntringsfas till raka lager och 45 ˚ till flänslager.
|
|
En bricka motsvarande flänsdiametern används vid monteringen av flänslager. De flesta lager är tillverkade för att pressas in i säten vilka håller tolerans H7.
| |
Säte för rakt lager
|
Säte för flänslager |
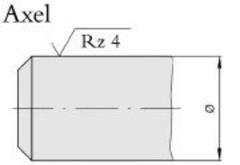
AXELkonstruktion
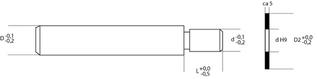
För att göra monteringen av axeln enklare bör denna ha en fas. Alla skarpa kanter skall vara brutna för att inte skada glidytan på lagret.
Att ha en finare yta än rekommenderat, förlänger livslängden endast marginellt medans en grövre yta kommer att reducera livslängden avsevärt. Som figuren till höger visar rekomenderar vi ett Rz värde på maximalt 4 µm. Axelns ythårdhet bör, när det är möjligt överstiga 50 HRC. Legerat stål eller stål med en lämplig ytbehandling är därför att rekommendera. Förkromade axlar har också visat sig fungera bra, så länge kromskiktet är så tunt som möjligt.
|
|
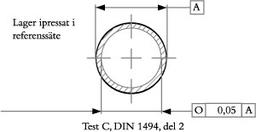
DImensionskontroll
Innerdiametern på tunnväggiga rullade glidlager testas enligt DIN1494, del 2 test C. För att utföra denna test skall lagret vara fixerat i ett referenssäte (tabell 5 enligt DIN1494 del 1). I detta tillstånd kan innerdiametern kontrolleras med en GO eller NO GO cylindrisk tolk. Normalt är denna metod lämplig för mindre lager. För större diametrar rekommenderas användning av trepunkts- mikrometer.
|
|
Belastning/belastningsriktning, varvtal, kombinationen last/varvtal dvs PxV-värdet (där P är kraften och V är varvtal), temperaturområde, smörjbehov/möjlighet, miljö/föroreningar, ytfinhet hos motyta och inbyggnadsmått. Kan även levereras med fläns och i form av brickor.

Bussning med fläns som kräver smörjning men tack vare de genomgående hålen som avger smörjmedel under drift erhåller man låg friktion och en hög produktionseffektivitet. Flänsad bussning väljer du för att undvika friktion och värme. De genomgående hålen medger långa smörjintervaller. Används bl a i applikationer som entreprenad- skogs- och jordbruksmaskiner.
Teknisk data | |
Sträckgräns | 260 N/mm2 |
Brottgräns | 460 N/mm2 |
Hårdhet | 90-120 HB |
Friktionskoefficient | 0,05-0,2µ |
Max glidhastighet | 2 m/s |
Arbetstemperatur | -100 °C / +180 °C |
Max PV-värde | 2,8 N/mm² x m/s |
p/v-värdet
Beräknas genom produkten av det specifika lagertrycket och glidhastigheten.
Lastupptagningsförmågan för ett glidlager minskar exponentiellt i takt med ökad glidhastighet.
Se diagram nedan
P=Lasten i N/mm²
V=Glidhastighet i m/s
Beräkning av lasten i N/mm2:
Belastning i mm2 = Last i N
d x L
Jämför sedan med maxvärdet per glidlagertyp.
HANDHAVANDE
Detta avsnitt syftar till att kort redogöra för moment som kan uppstå i samband med hantering och montering av glidlager.
Montering och säteskonstruktion
de flesta fall monteras våra rullade glidlager med en presspassning enligt samma princip som andra rekommenderas att använda en stödring till hjälp. I vissa applikationer där svarvade lager används kan dessa monteras genom krympning. Denna metod reducerar riskerna att skada lager och säte vid i npressning. Fryst koldioxid (CO2) packas runt lagret och kyler ner det i ca 2 timmar. Därefter skall lagret omgående monteras. Då skall lagret kunna pressas i sitt säte utan större kraft.
|
|
Normalt bör montering ske med montagedorn och bricka enligt skiss. Sätena utformas med 15 ˚ äntringsfas till raka lager och 45 ˚ till flänslager.
|
|
En bricka motsvarande flänsdiametern används vid monteringen av flänslager. De flesta lager är tillverkade för att pressas in i säten vilka håller tolerans H7.
| |
Säte för rakt lager
|
Säte för flänslager |
AXELkonstruktion
För att göra monteringen av axeln enklare bör denna ha en fas. Alla skarpa kanter skall vara brutna för att inte skada glidytan på lagret.
Att ha en finare yta än rekommenderat, förlänger livslängden endast marginellt medans en grövre yta kommer att reducera livslängden avsevärt. Som figuren till höger visar rekomenderar vi ett Rz värde på maximalt 4 µm. Axelns ythårdhet bör, när det är möjligt överstiga 50 HRC. Legerat stål eller stål med en lämplig ytbehandling är därför att rekommendera. Förkromade axlar har också visat sig fungera bra, så länge kromskiktet är så tunt som möjligt.
|
|
DImensionskontroll
Innerdiametern på tunnväggiga rullade glidlager testas enligt DIN1494, del 2 test C. För att utföra denna test skall lagret vara fixerat i ett referenssäte (tabell 5 enligt DIN1494 del 1). I detta tillstånd kan innerdiametern kontrolleras med en GO eller NO GO cylindrisk tolk. Normalt är denna metod lämplig för mindre lager. För större diametrar rekommenderas användning av trepunkts- mikrometer.
|
|
Belastning/belastningsriktning, varvtal, kombinationen last/varvtal dvs PxV-värdet (där P är kraften och V är varvtal), temperaturområde, smörjbehov/möjlighet, miljö/föroreningar, ytfinhet hos motyta och inbyggnadsmått. Kan även levereras med fläns och i form av brickor.




|
|
|
|
|
|
||
|---|---|---|---|---|---|---|
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
| Varianter | Nedladdning av CAD | d (innerdiameter) | D1 | D2 | L | Pris/enhet | ||
|---|---|---|---|---|---|---|---|---|

BRONSBUSSNING
Art.nr.
COB092F 2015
Kopierad :-)
|
20 mm
|
23 mm
|
30 mm
|
15 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 2016
Kopierad :-)
|
20 mm
|
23 mm
|
30 mm
|
16 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 2020
Kopierad :-)
|
20 mm
|
23 mm
|
30 mm
|
20 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 2515
Kopierad :-)
|
25 mm
|
28 mm
|
35 mm
|
15 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 2525
Kopierad :-)
|
25 mm
|
28 mm
|
35 mm
|
25 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 3020
Kopierad :-)
|
30 mm
|
34 mm
|
45 mm
|
20 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 3030
Kopierad :-)
|
30 mm
|
34 mm
|
45 mm
|
30 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 3535
Kopierad :-)
|
35 mm
|
39 mm
|
60 mm
|
35 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 4025
Kopierad :-)
|
40 mm
|
44 mm
|
55 mm
|
25 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 4040
Kopierad :-)
|
40 mm
|
44 mm
|
55 mm
|
40 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 4545
Kopierad :-)
|
45 mm
|
50 mm
|
60 mm
|
45 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 5030
Kopierad :-)
|
50 mm
|
55 mm
|
65 mm
|
30 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 5040
Kopierad :-)
|
50 mm
|
55 mm
|
65 mm
|
40 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 5050
Kopierad :-)
|
50 mm
|
55 mm
|
65 mm
|
50 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 5536
Kopierad :-)
|
55 mm
|
60 mm
|
70 mm
|
36 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 5550
Kopierad :-)
|
22 mm
|
60 mm
|
70 mm
|
50 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 6035
Kopierad :-)
|
60 mm
|
65 mm
|
75 mm
|
35 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 6050
Kopierad :-)
|
60 mm
|
65 mm
|
75 mm
|
50 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 6060
Kopierad :-)
|
60 mm
|
65 mm
|
75 mm
|
60 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 7045
Kopierad :-)
|
70 mm
|
75 mm
|
85 mm
|
45 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 8040
Kopierad :-)
|
80 mm
|
85 mm
|
100 mm
|
40 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 8060
Kopierad :-)
|
80 mm
|
85 mm
|
100 mm
|
60 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 8080
Kopierad :-)
|
80 mm
|
85 mm
|
100 mm
|
80 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 9026
Kopierad :-)
|
90 mm
|
95 mm
|
110 mm
|
26 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 9050
Kopierad :-)
|
90 mm
|
95 mm
|
110 mm
|
50 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 9090
Kopierad :-)
|
90 mm
|
95 mm
|
110 mm
|
90 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 10050
Kopierad :-)
|
100 mm
|
105 mm
|
120 mm
|
50 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 10090
Kopierad :-)
|
100 mm
|
105 mm
|
120 mm
|
90 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 11050
Kopierad :-)
|
110 mm
|
115 mm
|
130 mm
|
50 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 12050
Kopierad :-)
|
120 mm
|
125 mm
|
140 mm
|
50 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 12060
Kopierad :-)
|
120 mm
|
125 mm
|
140 mm
|
60 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 12090
Kopierad :-)
|
120 mm
|
125 mm
|
140 mm
|
90 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 14060
Kopierad :-)
|
140 mm
|
145 mm
|
165 mm
|
60 mm
|
| |||
|
BRONSBUSSNING
Art.nr.
COB092F 17060
Kopierad :-)
|
170 mm
|
175 mm
|
200 mm
|
60 mm
|
|
Nedladdning av CAD När du ser en grön ![]() på en artikel i listan betyder det att du kan ladda ner dess CAD-ritning i det format som du först väljer i listan här. Klicka sedan på ikonen så genereras CAD-filen och nedladdning påbörjas direkt.
på en artikel i listan betyder det att du kan ladda ner dess CAD-ritning i det format som du först väljer i listan här. Klicka sedan på ikonen så genereras CAD-filen och nedladdning påbörjas direkt.
Välj en variant i listan
 Joakim Värn
Joakim Värn Produktområdeschef
Produktområde Lager
Vår kundsupport svarar på alla typer av frågor via telefon eller e-post.